The International Berthing and Docking Mechanism (IBDM) is the European docking mechanism compatible with the future International Space Station (ISS) US Orbital Segment (USOS) docking ports. The IBDM (original component shown in Figure 1) captures the vehicle flying to the ISS and it dampens the residual relative motion between the vehicle and the ISS. Once captured and dampened, the IBDM provides a structural pressurised connection between the vehicle and the ISS. The IBDM also allows berthing of a vehicle to a compatible ISS port by the ISS robotic manipulator.
The IBDM consists of the Soft Capture System (SCS) that captures the spacecraft and actively dampens relative motion and misalignment, and the Hard Capture System (HCS) that provides the structural connections and carries the service connections. This project aimed to demonstrate the added value of 3D printing by manufacturing a 1:1 model of the SCS ring integrated with the petals that are part of IBDM ring, by the Wire-Arc Additive Manufacturing (WAAM) process.
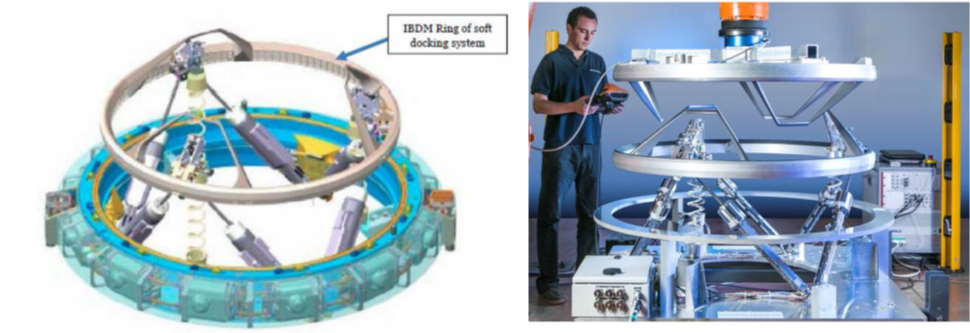
Figure 1 - IBDM SCS System (Images courtesy QinetiQ)
Introducing the roles of the partners involved in this project, Magna Parva established the product assurance requirements for space environment and monitored the product validation process of SCS ring; MTC is responsible for co-ordinating the design optimisation of SCS ring for the WAAM process, validation of design and the final machining of the part; and Cranfield University is responsible mainly for manufacturing of the SCS ring by WAAM process.
The main objective of this project is the redesign of the IBDM SCS ring to improve the overall performance in terms of reduced mass, manufacturing cost and delivery time with minimal impact on the environmental and mechanical performance.
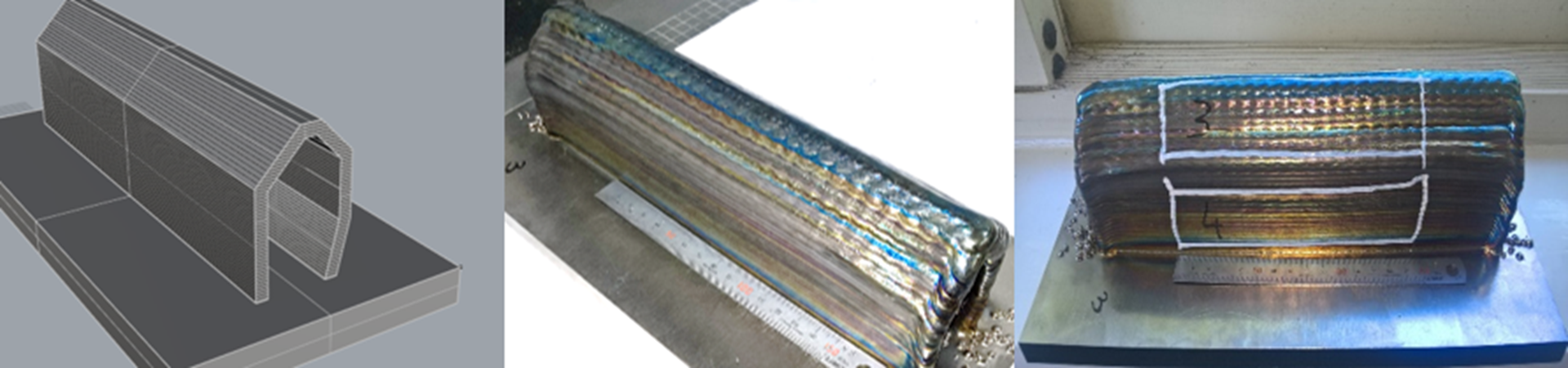
Cranfield University has finished the preliminary initial raw material and coupon testing covering tensile & hardness testing only (after stress relieving heat treatment and in as-built condition) and is currently working on optimising the manufacturing strategy for the trial representative ring sections, the 1/3rd of a ring and the full final ring. Figure 2, below, shows the outcome of the first of these tasks.
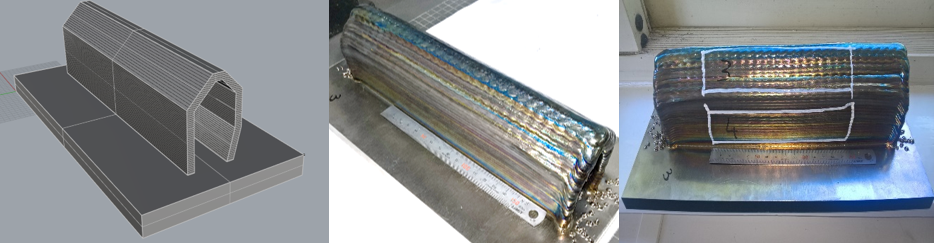
Figure 2 - Trial representative geometry; a) CAD of section, b) Section manufactured by WAAM, c) Tensile specimen extraction locations
The Manufacturing Readiness Review (MRR) took place in April’18, where the optimised design of IBDM ring by MTC and WAAM approach prepared by Cranfield was reviewed by ESA. The deposition of the third of a ring was started in Feb ’19 with the full ring planned to be deposited immediately afterwards. Whilst depositing the third ring, stress built up in the radial section of the ring causing a large sheering load, which in turn caused the wall to move up to 6mm and cracks to appear in the baseplate (Figure 3).
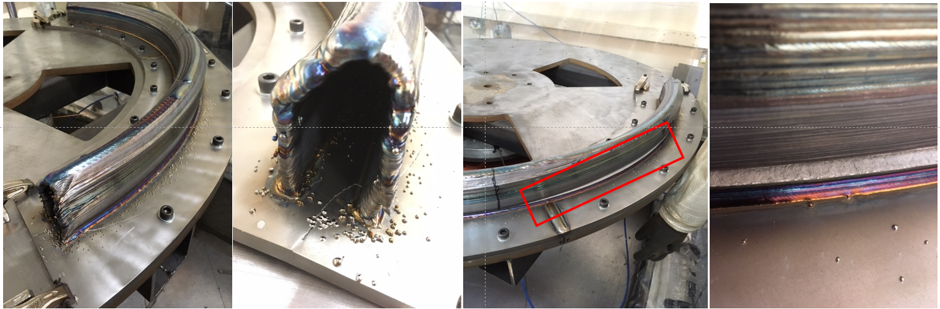
Figure 3 – Unsuccessful deposition trial of building a third of a ring
After the unsuccessful third of a ring deposition, in Apr’19 it was decided that the deposition of the full ring would be put on hold until new deposition strategies could be devised and simulated using a model created by Cranfield. These were completed in Nov’19 and were as follows:
The latter of the above options is the currently favoured approach and ESA have decided to stop work to deposit the ring geometry in this new alloy. This activity has demonstrated some of the challenges that arise with manufacture of large scale parts using AM owing to the stress build up. This provides useful knowledge for engineers who are considering similar parts, and has provided learning for the companies involved. A future project may be carried out to further this work.