Liquid propulsion for launchers often requires rather complex thrust chamber assembly (TCA) liners, commonly produced of copper (Cu) alloys and reinforced with high-strength materials. Production of these components through traditional manufacturing techniques is considered challenging and incurs significantly high cost and lead-time; a case study where AM technologies can provide great benefit.
Due to the commercial immaturity of the AM processes for Cu alloys at the start of this project, the project was broken down into two phases. In phase 1 (this project), different laser powder bed fusion (LPBF) machines and processing parameters were investigated to find the optimal processing strategy based on the desired outcome of high density. Phase 2 (future project) will focus on the test campaign defined by the MTC to provide room and high temperature tensile, low cycle fatigue and stress rupture properties of the material. It will also optimise the design based on a finite element (FE) or computational fluid dynamics (CFD) model to be generated by the MTC using the property data from the test campaign. Finally, the optimised geometry will be manufactured using the optimised process parameters for further destructive and non-destructive testing.
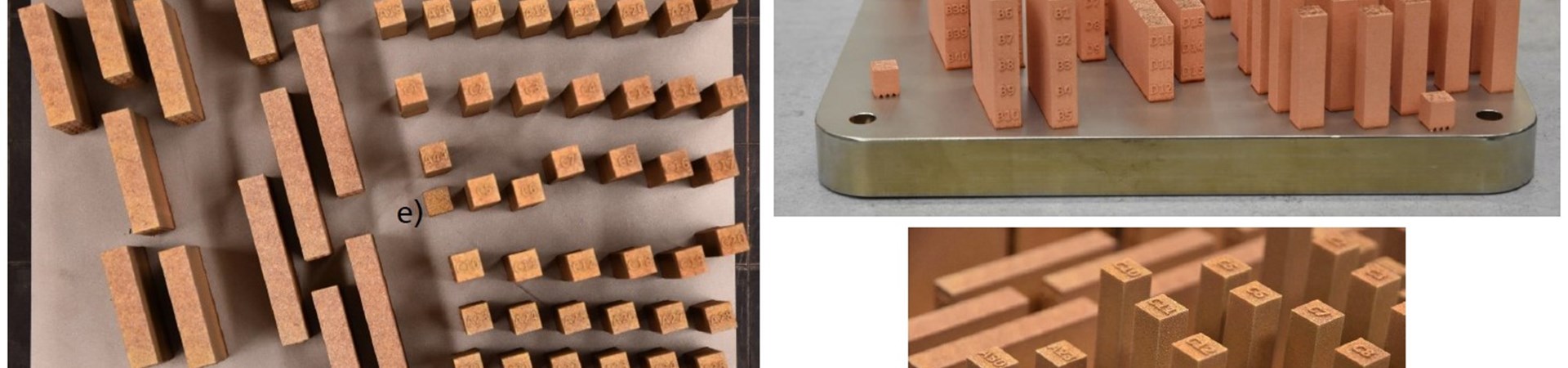
In Phase 1, Fraunhofer ILT as the R&D partner of the project with Cu processing expertise, used various LPBF systems to build the samples (example shown in Figure 1) to investigate the applicability of these standard machines for producing Cu alloy samples with densities higher than 99%. It was, however, found by ILT that achieving this density required higher energy lasers due to the high conductivity and low absorptivity of the material. The level of porosity in the samples was higher than expected and due to the surface-connected nature of some of the pores, even adding a further hot isostatic pressing (HIP) post-processing cycle did not improve the density to the required level. Example micrographs of a sample before and after the HIP cycle are shown in Figure 2.
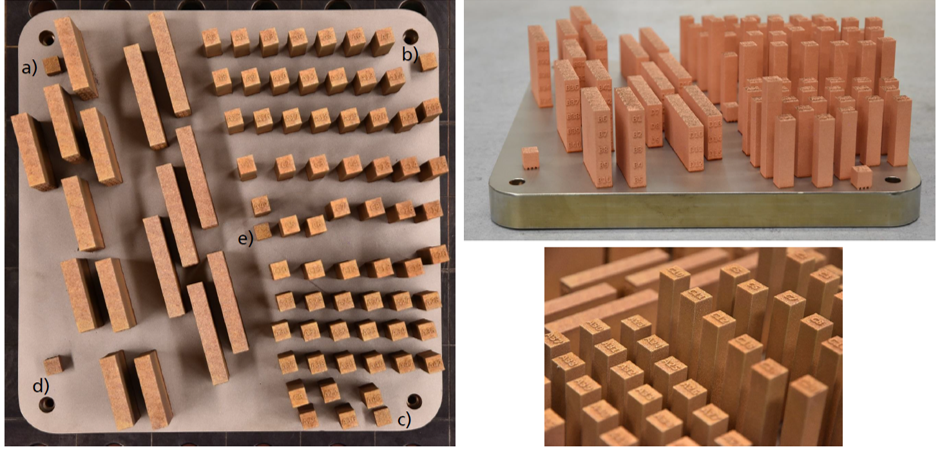
Figure 1 - Build layout for tensile and stress rupture samples (images courtesy of Fraunhofer ILT)
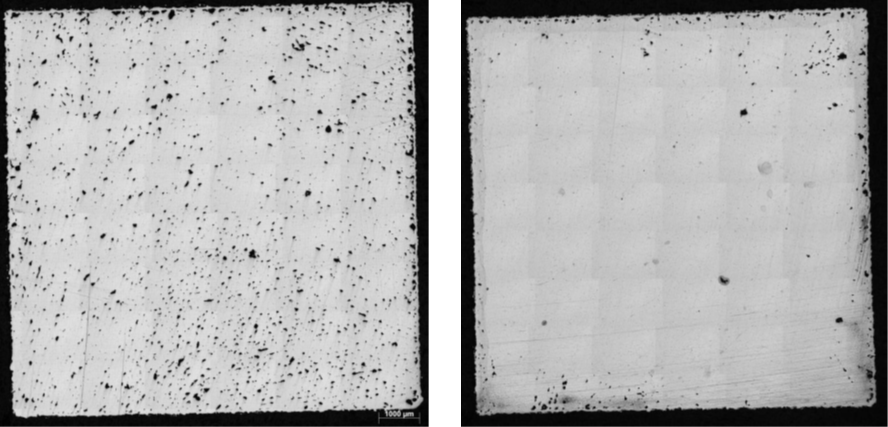
Figure 2 – Micrographs of a Cu alloy sample before and after a HIP cycle
Given the challenges experienced up to this point in the project, an alternative machine was identified based at 3T-AM in the UK who then joined the project as a production supplier. 3T-AM have access to a LPBF machine with a 1 kW laser and through their in-house knowledge of the optimised post-processing heat treatments, managed to produce samples with density levels higher than 99.5%. Example micrographs of samples produced by 3T-AM are shown in Figure 3 and this demonstrates promise of being able to manufacture usable parts for this application.
In the next phase of the project, the samples produced by 3T-AM will be tested to find the tensile, fatigue and creep properties of the material. In order to assess manufacturability of crucial features including cooling channels and overhangs, cut out sections, a TCA liner downscaled to 75 mm in height and a complete sub-scaled TCA liner with the height of 200 mm will be manufactured.
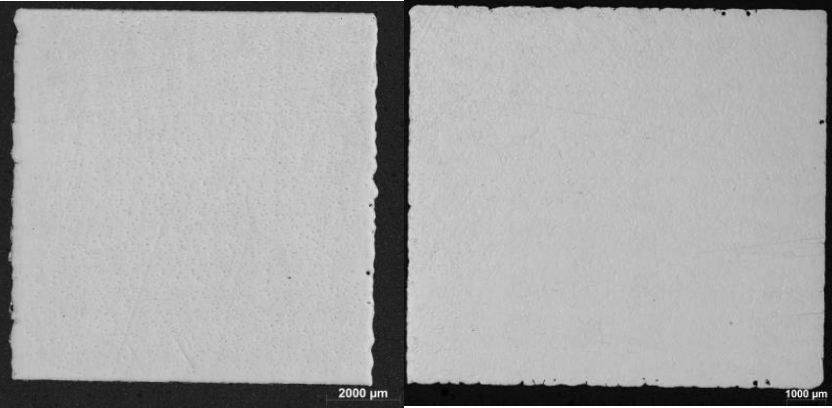
Figure 3 - Micrographs of two Cu samples produced by 3T-AM on a 1 kW LPBF machine