
Glenair manufactures a very large range of high performance electrical and optical connectors for the most demanding applications in terms of environment, performance, safety and reliability. The company is no stranger to additive manufacture (AM) and has a comprehensive polymer AM facility which is used extensively to manufacture jigs and fixtures, prototype trial parts and target application hardware models.
Glenair contacted the DRAMA program as it was experiencing rapid growth and was keen to understand whether metal AM would help secure early customer engagement and compress product development response times. For high integrity aerospace and defence applications the ability to deliver fully functional prototypes early in the target platform lifecycle is seen as a key differentiator.
Glenair was also keen to understand whether metal AM might also prove cost effective for small batch specialist connectors.
With a product portfolio of hundreds of thousands parts, ranging from rectangular and circular connectors to connector backshells and accessories, Glenair faced a number of challenges:
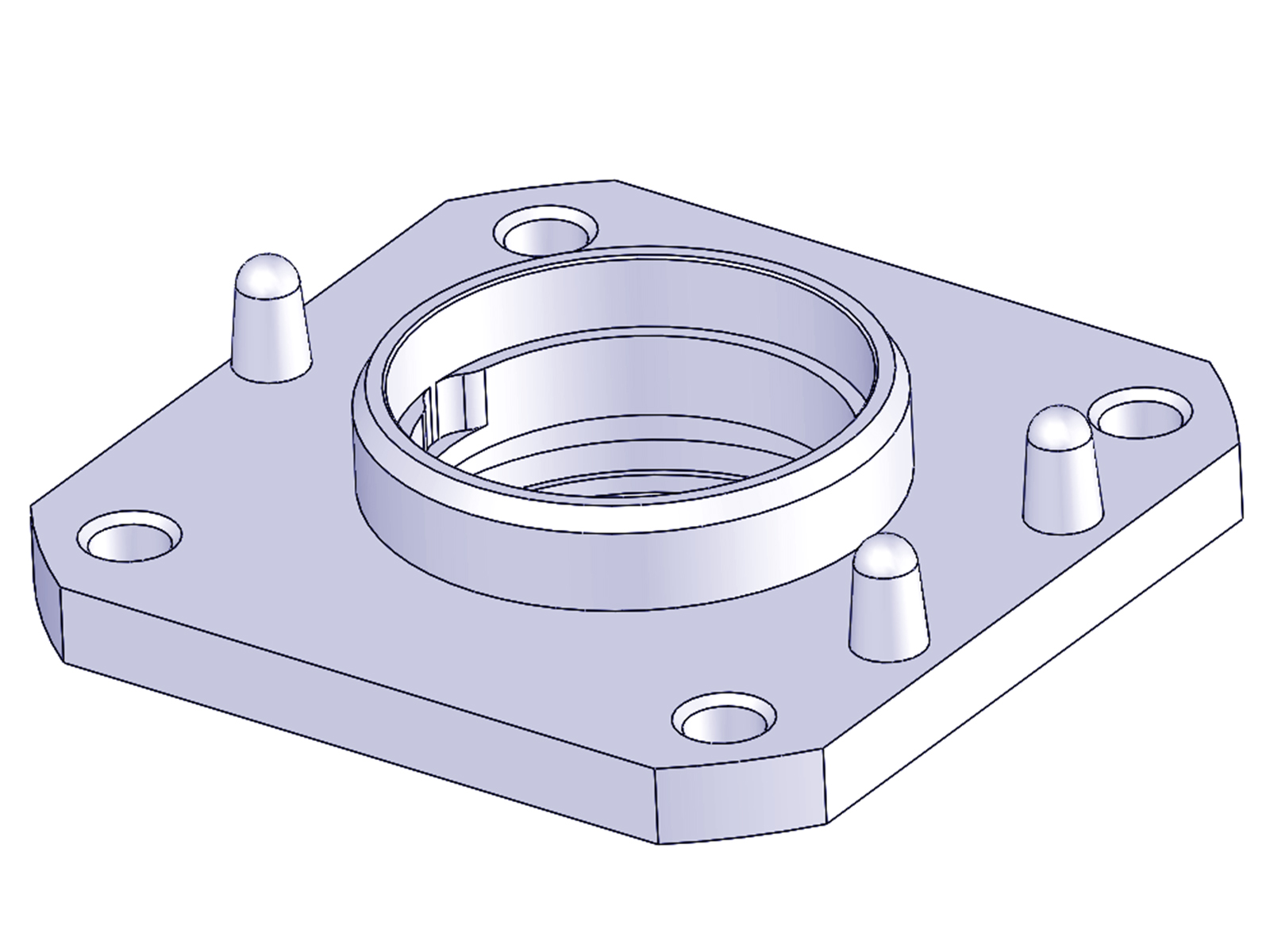
NCAM engineers visited Glenair to gain an appreciation of the products currently manufactured and the manufacturing processes involved. The aim was to see if metal additive is capable for functional rapid prototyping, and with this in mind, the interconnector shell shown was selected as a suitable target part for a comparison of AM processes.
The NCAM team first conducted a Product Suitability Assessment, examining the technical and commercial feasibility of building the chosen interconnector using various metal AM processes, and giving an indication of what might be achieved in terms of complexity, wall thickness, surface finish, tolerances and unit cost.This paved the way for a second Process Selection support package, during which NCAM engineers, working closely with Glenair, used a structured process to down-select the most suitable metal AM process, based on Glenair-specific component specifications and commercial drivers. Metal Binder Jetting (MBJ) was highlighted as the most suitable AM process.
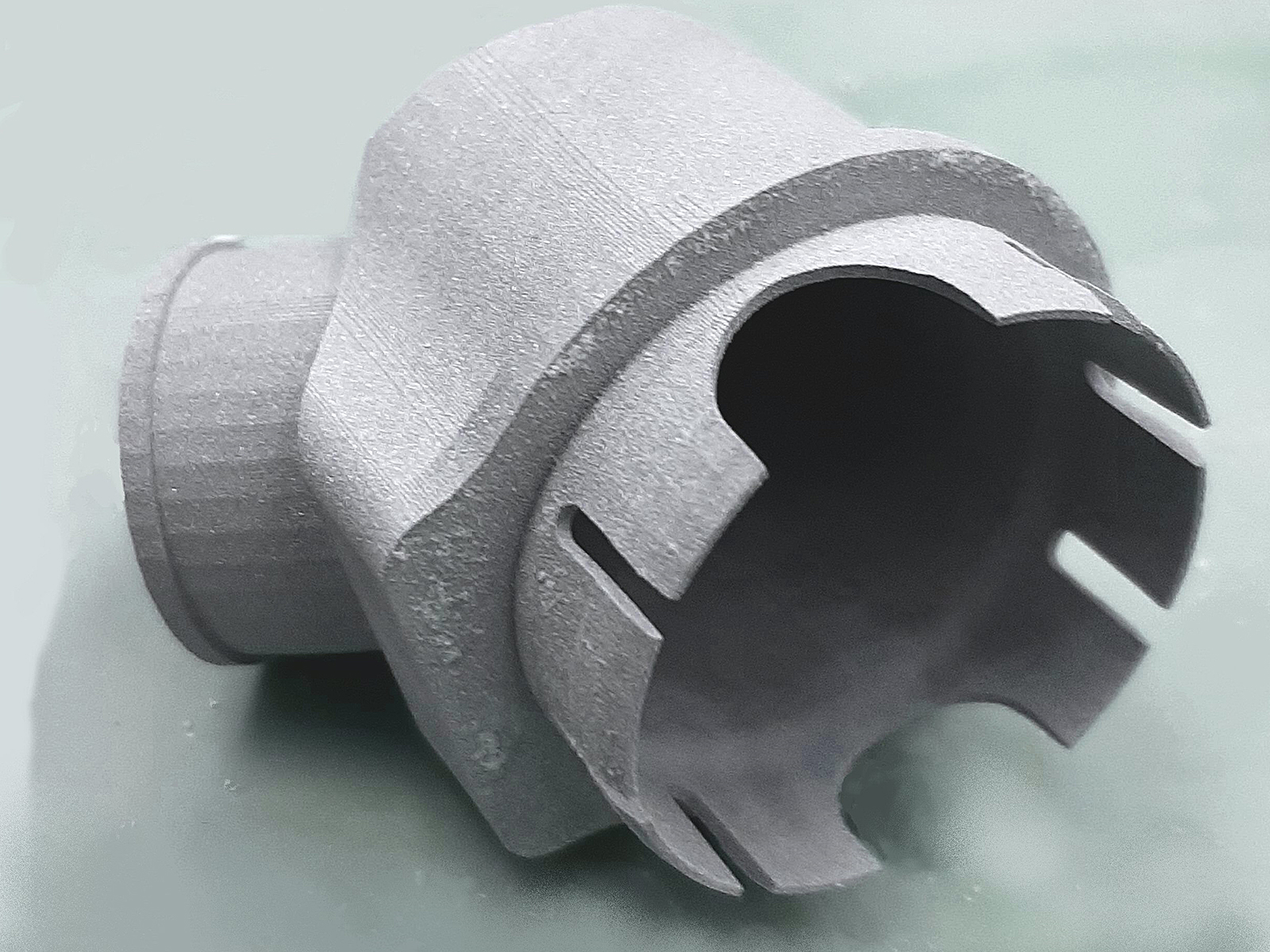
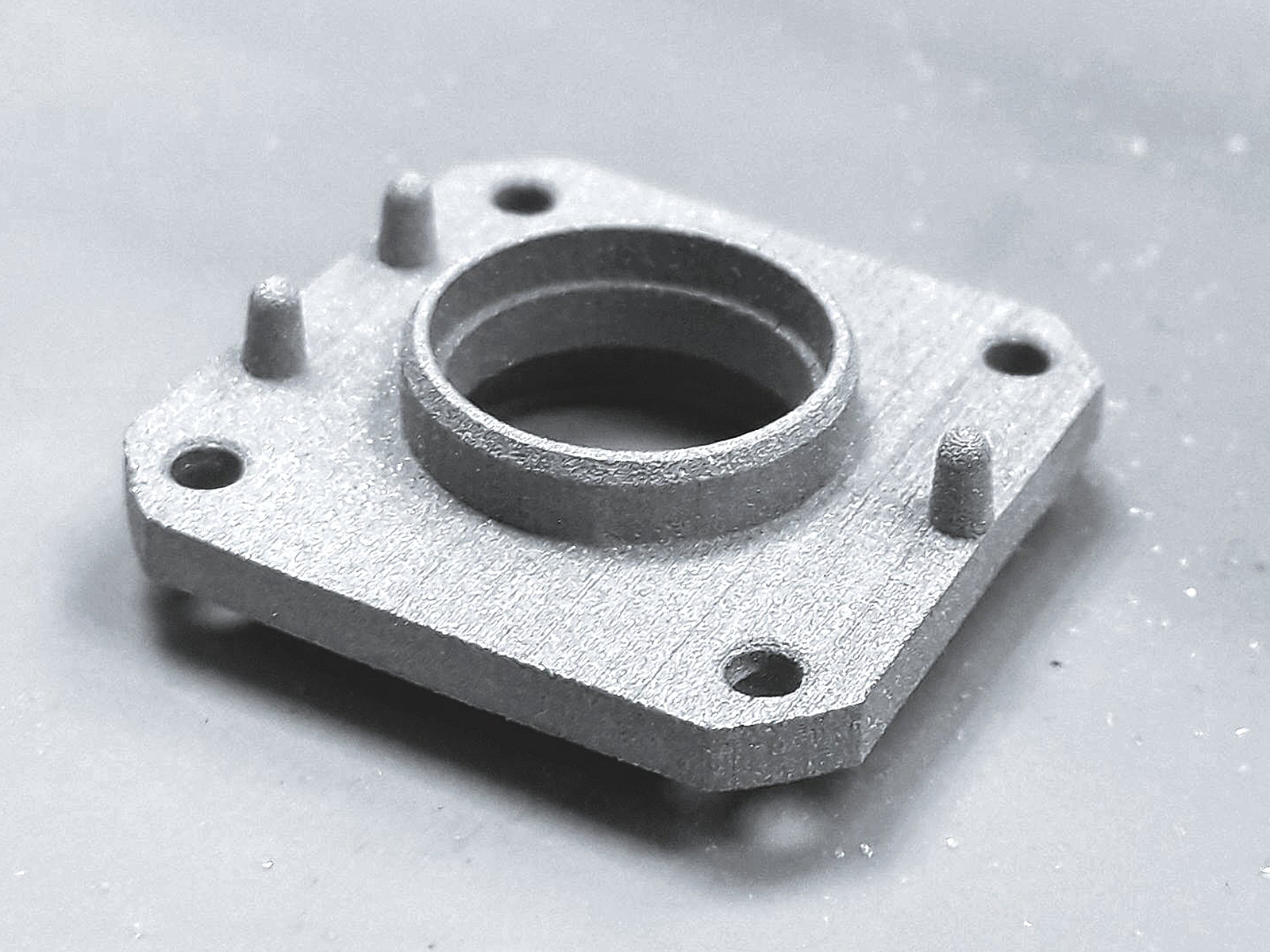
The practical feasibility of using MBJ for manufacture of the interconnector was then demonstrated by NCAM using the Höganäs Digital Metal DM P2500 system. The connector was printed in several formats including as-is, with added stock material, and optimised for weight reduction. The initial build was non-conforming, and further work was necessary to improve build quality. This involved optimisation of the build, de-bind and the use of setters to minimise distortion during the sintering process.
During the feasibility study, several other connector components from the Glenair component portfolio were manufactured using MBJ. These components being deliberately selected to highlight the different benefits and limitations of the process. A mapping exercise to capture Glenair facility capabilities and capacities was also undertaken, correlating capability gaps to potential service providers for the proposed MBJ manufacturing route.
"Working with NCAM under the DRAMA project has provided Glenair UK with an expansive understanding of the applicability and capabilities of metal additive manufacture in relation to our future and current product range. The knowledge we have gained will play a pivotal and vital role in strengthening our AM strategy." Callum Raines, Additive Manufacturing Technician, Glenair UK
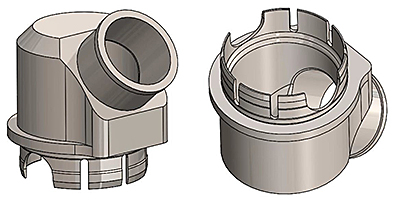
Target interconnector shell
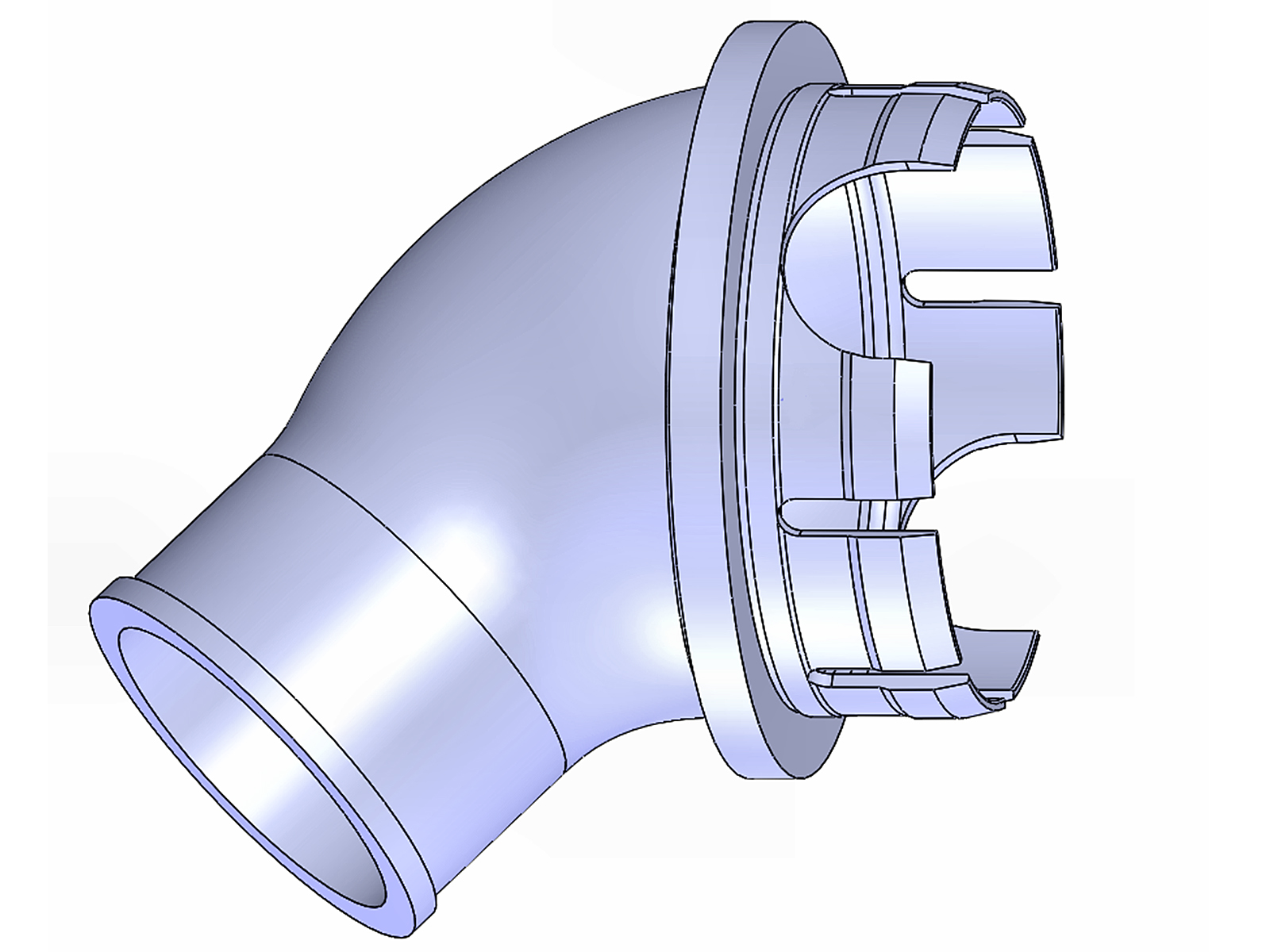
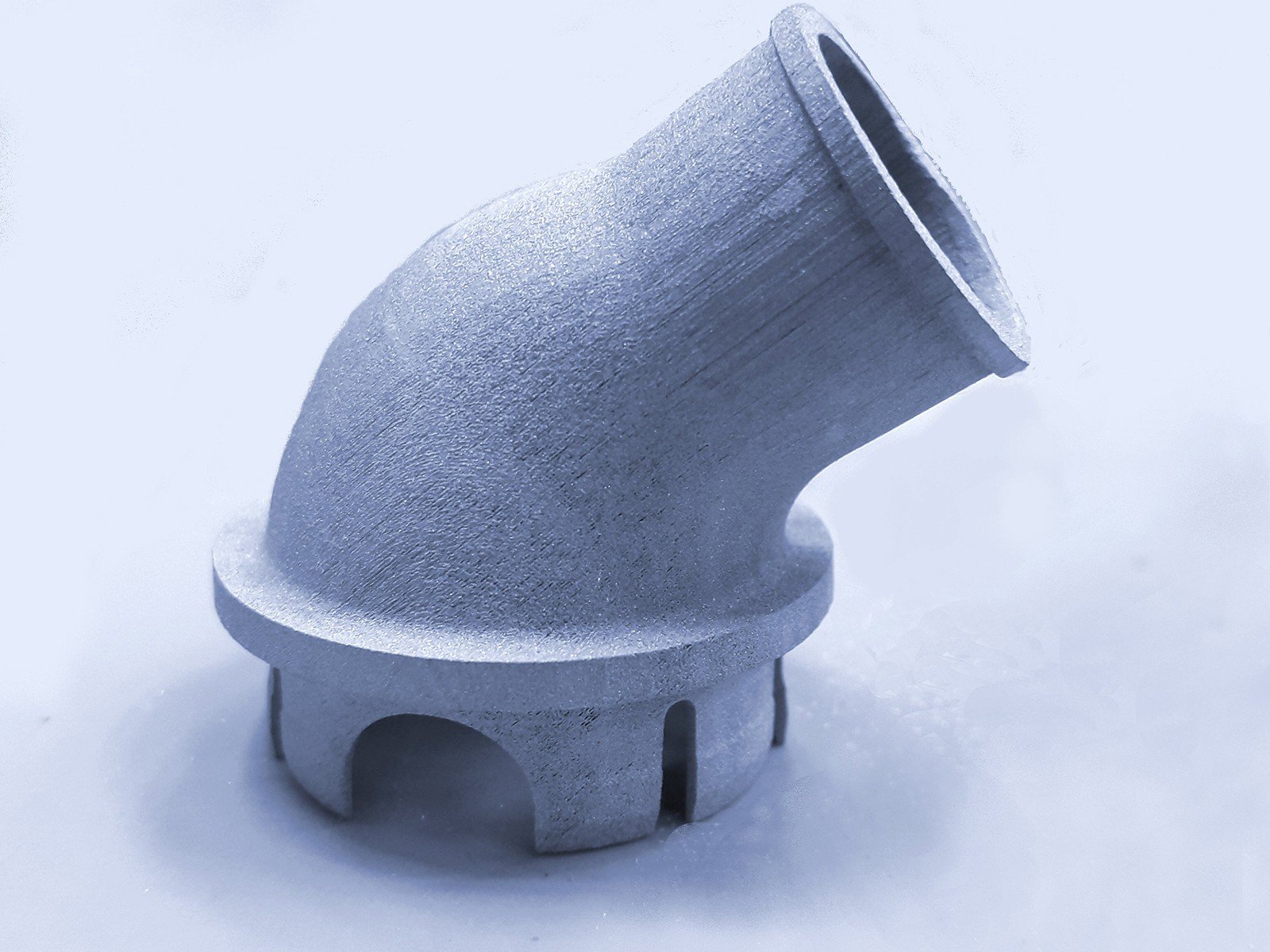
Target interconnector shell after optimisation
Connector parts manufactured by the MBJ process