
This project was a feasibility study investigating the combination of laser powder bed fusion (LPBF) additive manufacturing (AM) and traditional manufacture into a "hybrid" manufacturing process. AM is often well suited to complex geometries and traditional manufacture is more suitable for simple geometries, with parts often consisting of regions of low and high complexity. This opens up opportunities for a hybrid process that incorporates both traditional and AM techniques, ultimately leading to cost and lead time reduction. For the purposes of the feasibility study, simple IN718 bar geometries were used; extruded bar to represent a traditionally manufactured structure, extended with a LPBF bar built on top. These were intended to be post machined into tensile test samples to investigate the bond strength between the extruded and AM parts.
The EOS M400-4 quad laser LPBF machine was selected to create the samples which had validated parameters for IN718 at the MTC. This machine possesses no native ability to fix or locate pre-existing parts in the build chamber, so a standard build plate was modified to hold a mounting jig to clamp the extruded IN718 bars upright in a measurable and repeatable position in the build chamber. Tight tolerances were required and optical metrology was used before the build in order to accurately measure the positions of the bars on the build plate and position the CAD for the AM build. The extruded bars themselves were parted off from a single longer piece and machined to equal height above the build plate to a tolerance of ±5 µm. This was to ensure a consistent coating of powder on all the bars in the build and avoid recoater blade collisions. Each build consisted of 36 bars, and two builds were carried out. Images of the mounted bars both before and after the AM build are shown in Figure 1.
The new manufacturing technique was found to be successful at creating hybrid parts, with analysis from ESA showing a fully dense, fused interface between the extruded and AM bars. CT analysis conducted by ESA is shown in Figure 2. Accurate placement of base structures in the build chamber was found to be essential. In this project, a metrology step was required because the LPBF machine possessed no locating ability itself. In addition to accurate placement on the build plate, the 10 µm bar height range tolerance was found to be effective in ensuring consistent powder coverage. A number of further investigations are possible as a result of this work. Firstly, the same tests could be repeated for additional materials and processes; both additional LPBF machine and other types. Once mechanical testing is complete on the IN718 bars created in this project further work could take place in other areas, such as process parameter optimisation and part design. This would involve the selection of appropriate parts that might benefit from this process and their redesign in order to fully exploit its benefits, as well as suitable means of attaching a more complex part to the build plate.
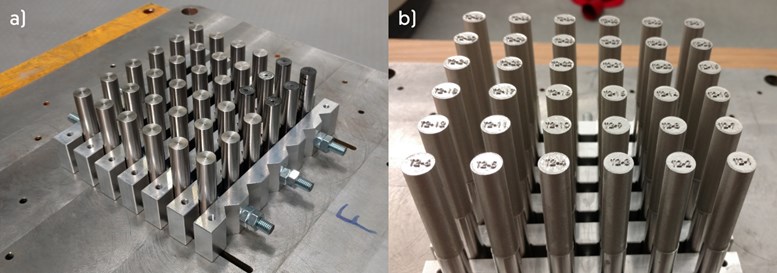
Figure 1 - (a) bars fixed in mounting jig before AM process (b) bars mounted on build plate after successful AM build
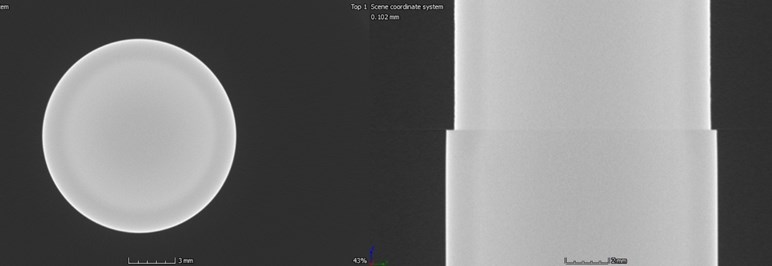
Figure 2 – CT images showing (a) Radial cross-sectional view of AM bar to extruded bar interface (b) Axial cross-sectional view of AM bar to extruded bar