
Operating from a state-of-the-art facility in Pinxton, Nottinghamshire, Nasmyth Bulwell specialises in the manufacture of precision parts, kits, airframe assemblies and sub-assemblies using the latest CAD/CAM technology to interface with customer design teams. The company has built a reputation for excellence in precision machining, producing quality assured aerospace components in steel, aluminium, nimonics and super alloys. The company has invested in a polymer additive manufacturing (AM) printer which it uses with great success for manufacturing fixturing, where it has complemented conventional subtractive CNC machining by reducing production lead times. The printer has also provided innovative solutions for initial concept prototyping, and helped promote a more collaborative design environment which further enhances the business.
Nasmyth Bulwell has recognised that metallic AM solutions will unquestionably have a place in its future manufacturing portfolio, and that there will be suitable applications amongst the range and diversity of components made. The challenge for the company, however, was to understand processes such as laser powder bed fusion more fully in terms of their capability and limitations, and to gain an appreciation for the possibilities which AM optimisation techniques may open up in terms of customer engagement, and future business development.
A bracket manufactured previously for Rolls-Royce plc was identified as an ideal candidate part for an AM investigation under the DRAMA Programme. The existing method of manufacture for the bracket was machining from solid Inconel 718, which made it expensive, and the volumes required by the customer were relatively low. The bracket design already incorporated some features for weight reduction, and it was envisaged that optimisation for AM might provide further weight saving opportunities.
Nasmyth Bulwell engineers were keen to begin their metal AM journey by directly contrasting parts produced by a conventional four or five axis CNC with parts produced by AM. For this reason it was decided that the initial activity should be focused on replicating exactly the current bracket design. Consequently, in the Process Development Support Package, DRAMA Partner Renishaw built two current design brackets using a Renishaw AM500Q quad-laser powder bed fusion machine. In order to investigate the effect of build orientation, one bracket was built horizontally, and one at an angle with the necessary underlying support structure. Building horizontally was shown to provide the best results in terms of accuracy and had less distortion. Two further brackets were built in the horizontal orientation to optimize the laser scanning strategy and adjust the dimensional allowance for build plate removal.
In the final Process Optimisation Support Package, DRAMA partner Autodesk carried out a topology optimisation exercise using the generative design features of their Fusion 360 Software. This design was computer generated based on the original bracket design data covering fixing points, applied loads, temperature and fatigue requirements, design space and constraints, with the goal of minimising weight. The weight saving for the optimised bracket when built by Renishaw was in excess of 50%.
"Having determined that we needed to bring metal AM into our manufacturing portfolio, Nasmyth were delighted to be able to take part in the DRAMA programme, where we have been able to develop a better understanding of AM and its advantages, using a familiar component."
Mark Oliver-Smith, R&D Engineer - Nasmyth Bulwell & Arden
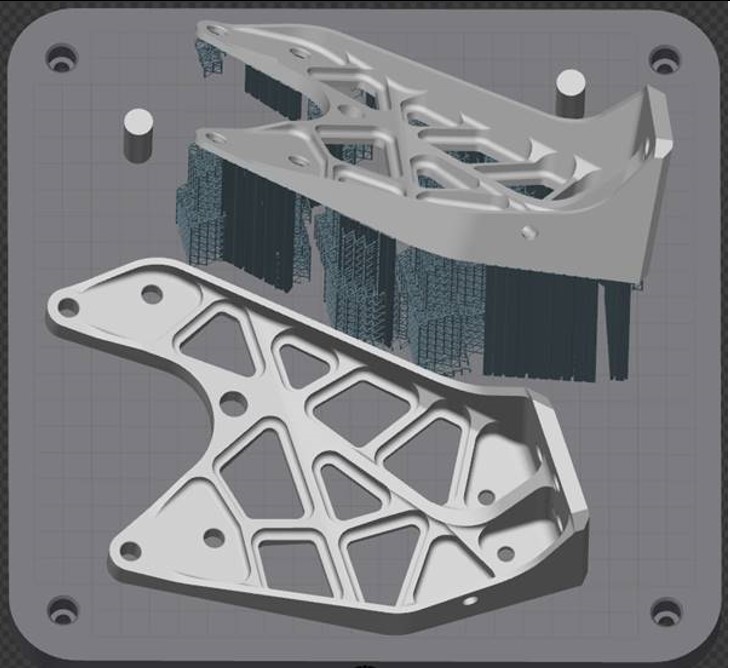
Layout for first build showing 2 orientations