
Part of the Hyde Group of companies, Hyde Aero Products (HAP) is one of Europe’s leading aerospace engineering service providers, specialising in design and manufacturing solutions. The company has recognised that additive manufacturing (AM) will play an increasingly important role in future aerospace components, and that the technology is ideally suited to Hyde’s strength in design for manufacturing.
As a consequence, HAP has recently established a new subsidiary, Hyde Additive Technologies, and has begun investing in AM to promote innovative solutions, which have already yielded cost savings across the business. These include developing checking fixtures for small detailed parts, to masking aids for HAP’s treatments facility. It has also used this rapid prototyping technology to produce, to scale, complex parts at RFQ stage, and gain a better understanding of machining strategies. To date this work has been based on polymer AM, and the company now wishes to move into metal AM.
Supported by customer Leonardo Helicopters, two Class III helicopter parts were identified as test cases for metal AM as part of a weight reduction initiative. These are the Forward and Aft Service Door Handles shown opposite. The questions which HAP wanted to answer were:
Following a meeting with HAP, a Process Development support package was agreed to be delivered jointly by the National Centre for Additive Manufacturing (NCAM) and Renishaw engineers. A process design and topology optimisation study was first undertaken, beginning with a baseline stress analysis for a current machined-from-solid AlSi10Mg aluminium alloy handle. This was used in order to evaluate different AM handle designs featuring a variety of internal lattice structures, and also a hollow handle, indicating weight savings of between 20% and 45% were possible.
Renishaw conducted a first build on a laser powder bed fusion AM500Q machine comprising a selection of vertically printed Forward and Aft Service Handles with both hollowed-out and lattice internals. In order to obtain an indication of the likely production manufacturing cost, this was followed by a second build containing 16 forward service handles with hollow internals.
The only critical dimension on the handle is the distance between mounting hole centres and, after CMM measurement of this feature across the parts, it was concluded that building in the vertical orientation would not provide sufficient accuracy in production. For the next two builds, the Forward Service Handles were printed horizontally in 4s, this being the optimum orientation for maintaining mounting hole positional accuracy. In this configuration some internal support is necessary. The first build used a conventional internal structural lattice, and the second, a light-weight lattice giving support only.
In the final DRAMA Business Case support package, NCAM engineers worked with HAP to develop a business case model for these handles, which could also be used for other metal AM parts in support of the new AM venture.
"The DRAMA programme came along at the perfect time for Hyde as we develop our AM capabilities in metal. The work on the helicopter door handles gave us a great insight into the AM design for manufacture process, and will inform our future discussions with Leonardo." Paul Mellor, Technical Director, Hyde Aero Products Ltd
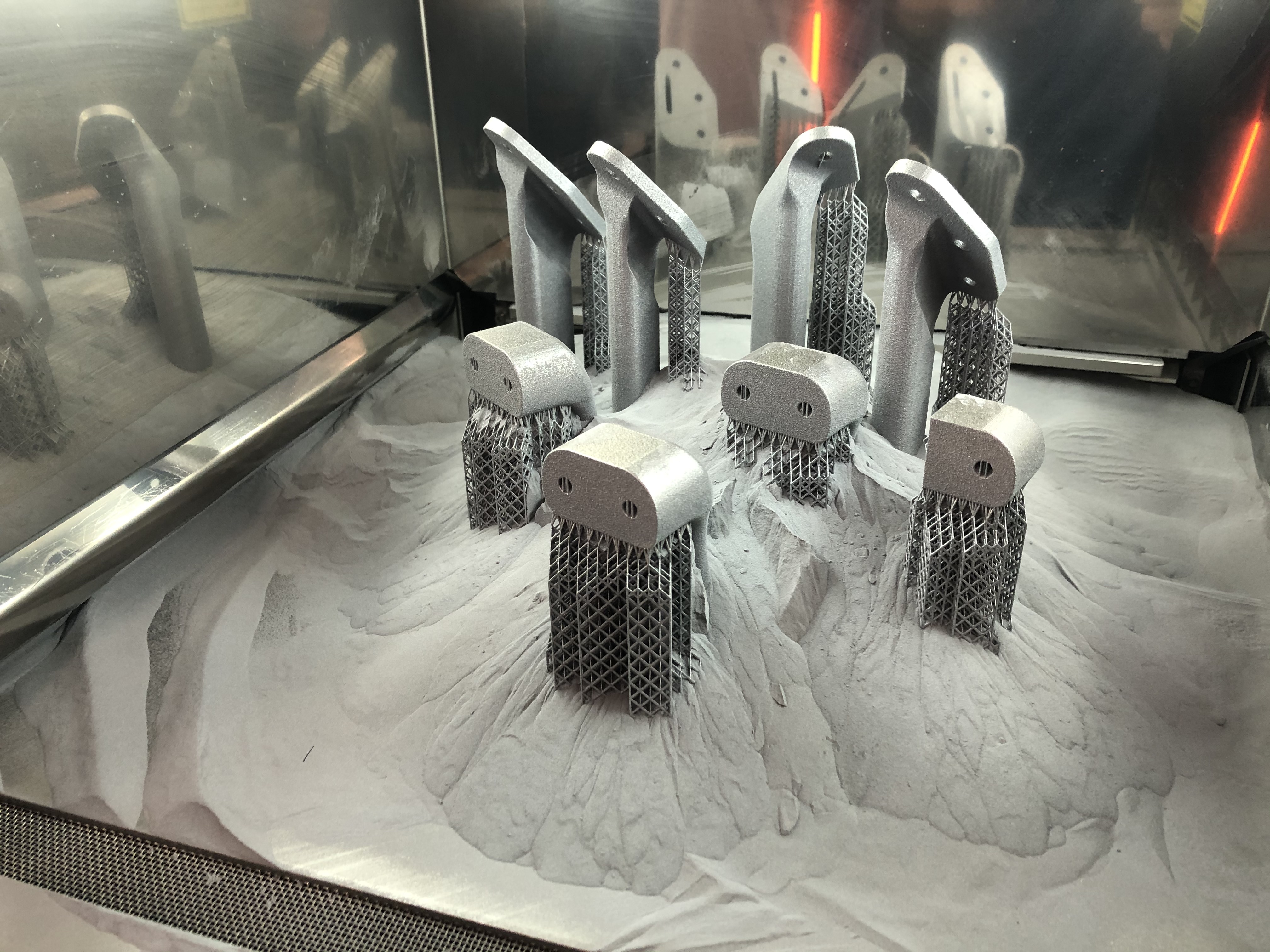
First build showing a mix of Forward and Aft Service Handles
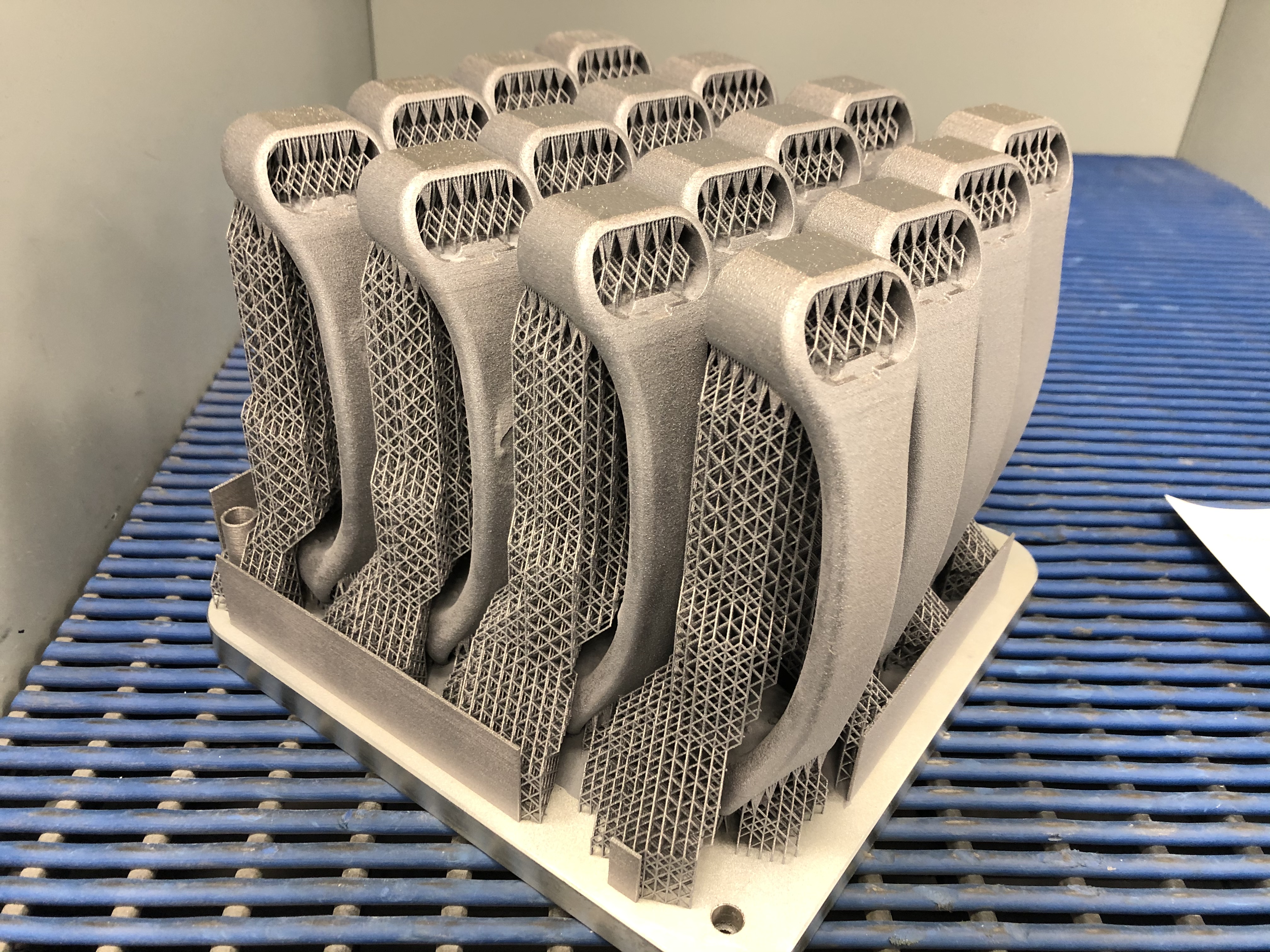
Second build showing 16 vertical Forward Service Handles
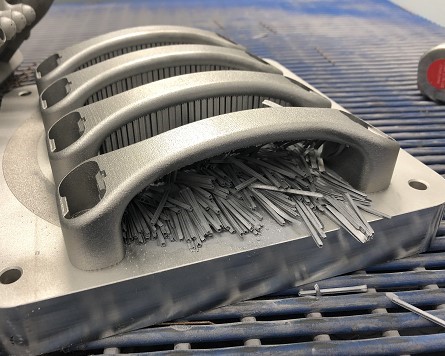
Third build showing 4 horizontal Service Handles